游标卡尺测量的应用技巧
作者: 罗朋涛 陈凯
摘 要:游标卡尺是生产中常用的测量工具,也是职业教育中非常重要的教学内容之一,如何让学生快速的掌握游标卡尺的正确使用方法?本文从被测工件、测量工具、测量人员三方面进行了探讨,主要从测量人员方面进行了论述,包括了测量位置、接触状态、测量力、读数方法。
关键词:游标卡尺; 测量力; 接触状态; 假设对齐; 对称比较
中图分类号:TG814 文献标识码:A 文章编号:1006-3315(2015)05-185-002
游标卡尺是一种中等精度的测量工具,它可测量工件的外形、内径、沟槽的宽度和深度等尺寸。如何正确的使用卡尺进行测量?如何正确的读出测量结果?是生产中技术工人需熟练掌握的一项基本技能。而对于刚刚接触游标卡尺的人来说,如何尽快掌握游标卡尺使用方法?是许多技术工人和职业教育者都在探索的问题,而如何保证测量结果的准确性尤为重要。结合多年工厂工作和职业教育一线工作的经验,要想解决这个生产、教学中的难题,我认为可以从以下的几方面入手。
一、被测工件
在测量中,被测工件的温度、工件测量表面的不同位置、表面质量都会直接影响测量结果。
1.工件的温度对测量结果的影响
在机械加工过程中,初学者会经常忽视温度对测量结果的影响。工件在粗加工时会产生很大的切削热,工件温度随之升高,测量结果会受到相应的影响。所以要想保证工件测量结果的准确,应在工件冷却到室温时进行测量。
2.工件的不同位置对测量结果的影响
在测量时,要充分测量工件的不同位置,消除因为圆度、圆柱度、平行度等形位公差对测量结果的影响,确保测量结果的准确,保障产品质量。
3.工件的表面质量对测量结果的影响
工件的表面质量对测量结果会产生很大的影响。在测量前必须作好工件的表面清理,要做到没有油污、切屑、毛刺等杂物。
二、测量工具
在此就专指游标卡尺,要想有一个正确的测量结果,首先就要有一个合格的检测工具。这就要求我们要做好卡尺的日常精度检测和保养工作,使我们所用的卡尺是在一个合格的状态。
除做好日常的检查、保养外,在测量前也要先对游标卡尺进行校零,即将游标卡尺的卡爪合拢在一起,用透光法观察它们之间是否接触,而且缝隙是否均匀,在此前提下,观察游标上的零刻线是否与主尺尺身上的零刻线对齐。
将游标卡尺的自身误差消除掉后,同时还要保证游标卡尺游标的零活性,在移动中不能阻力过大和过于松动,否则都会影响测量力的大小或测量位置的准确性。
三、测量人员
1.正确的测量位置
测量位置的正确与否是测量结果正确与否的前题,它包括两个方面,一个方面是测量基准选择正确;另一个方面是测量时量具相对于被测面的位置要正确。
在测量时卡爪应垂直于测量面,也就是所测量点必须是要求的测量位置。对于外形尺寸和内槽来说就是两点间的最小尺寸;而对于圆孔直径则是两点间的最大尺寸。
为达到正确的测量位置,在测量时卡尺相对于工件应作轻微的摆动。
2.正确的接触状态
游标卡尺的卡爪有面、刃部之分,在使用中要注意正确的利用。即:保证游标卡尺的卡爪与被测工件为“线”接触,就是说测量要素为面时用刃部测量,而测量要素为线时则应用面部测量。
大家都知道任何工件在加工过程中,由于加工方法的原因,都存在着表面粗糙度的问题,工件的表面并不是理想当中的平面,而是由许多凸峰和凹谷组成的。在测量时如果是用点接触,由于接触面积小,测得的数值将会是两个谷底间的距离,它会比真实的尺寸小;而如果是面接触,由于接触面积过大,测量结果则会是两个最高峰尖间的距离,它会比真实的尺寸大。这两个数值都与我们理想当中的实际值存在着较大的误差。所以为保证测量结果的准确性,最好是用它们的中间状态“线”接触。
3.合理的测量力
在游标卡尺的测量中,测量力的大小也是测量误差的主要原因之一。我们在使用卡尺测量的过程中,往往会出现同一工件两个人测量的结果不一致,这种现象在初学者中最为明显。
合理的测量力可以大大的降低测量误差的产生。经过多年的测量体会,我认为测量力为游标卡尺的卡爪卡住工件后,工件做摆动时游标卡尺的卡爪能轻轻跟随移动为好。初学者可以用标准验棒或是标准内孔来练习测量力大小,找到合适的手感。
4.正确的读数
正确的读数对于测量结果也有一定的影响,尤其是当两人同时测量同一个工件时更为突出。而初学者由于经验不足,在读数时存在着很大的问题,如读数位置不正确、读数时间过长、不能正确的读出数值(看不清到底是哪根线是对齐的)。
(1)要保证正确的读数位置。即在测量完成后,读数时眼睛应垂直于尺身(对齐刻线处的尺身),避免因视觉误差影响读数的准确性。如在测量时读数不能处在正确位置,也可锁紧螺钉拿下来读数。
(2)正确的读数方法。日常我们采用的读数方法对于新学者来说有一定的难度,由于主尺与游标尺相对格刻线的示值差仅仅为0.02㎜,而我们的头发直径还在0.08~0.13㎜之间,也就是说两刻线的错位量只有我们头发的1/4~1/6,这么小的差距对于初学者来说要观察起来就太难了,所以在日常练习中经常有看不对情况的发生。
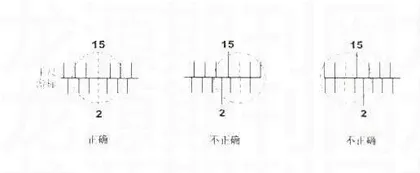
(3)假设对齐,对称比较。为克服此类事情的发生,通过几年的教学经验,我总结出了一套方便新学者读数的方法:“假设对齐,对称比较”法,即在不能分清相邻两条线是哪条线对齐时,就先假设其中一条线是对齐的,然后看它相邻两边尺身上的刻线与游标上刻线的相对位置,是否相对于对齐的中间这条刻线对称,如果对称则说明中间这条刻线就是对齐的,如果不对称则不是对齐的。
这时就接着看另一条线,方法同上。(如图所示)这样就能方便的确定出对齐的那条刻线,从而读出正确的数值。此方法相当于把0.02㎜的刻度差放大到0.04㎜,整整的放大了一倍,就更加方便了初学者在读数时的观察。
只要从被测工件、测量工具、测量人员三方面入手克服困难、认真分析、总结经验,就能使新学者很快的掌握游标卡尺的使用方法和测量技巧,达到正确、熟练的使用游标卡尺进行测量操作。
参考文献:
[1]易幸育.《机修钳工工艺学(第二版)》[M]中国劳动社会保障出版社出版,2005
[2]蒋增福.《钳工工艺与技能训练》[M]中国劳动社会保障出版社出版,2001