大型沼气示范工程湿法发酵系统运行技术模式研究
作者: 陈冠英 刘凡 杨瑞涵 梁雪 张廷军1 刘磊
摘要 以河北省承德市丰宁满族自治县某大型沼气示范工程湿法发酵系统为例,对原料选择、工艺设计、设备单体调试和系统运行调试方案进行研究。结果表明:完成原料实验检测和设备单体调试后方可启动系统调试运行模式,调试分为启动调试阶段、负荷提升阶段以及稳定运行阶段3个阶段,确保每个阶段的运行技术指标都在合理范围内。
关键词 湿法发酵;运行技术模式;沼气工程
中图分类号 S 216.4 文献标识码 A 文章编号 0517-6611(2023)12-0176-05
doi:10.3969/j.issn.0517-6611.2023.12.040
Research on the Operation Technology Mode of Wet Fermentation System in Large-scale Biogas Demonstration Project
CHEN Guan-ying1,2,LIU Fan1,2,YANG Rui-han1,2 et al
(1.China Huadian Engineering Co.,Ltd.,Beijing 100160;2. National Energy Research and Development Center for Production and Utilization of Biomass Gas, Tianjin 301700)
Abstract Taking wet fermentation system of a large biogas demonstration project in Fengning Manchu Autonomous County in Chengde City, Hebei Province as an example,raw material selection, process design, equipment testing and debugging scheme of the system were studied. The results showed that the operation mode can be started after the completion of raw material experimental testing and equipment testing. The operation mode was divided into three stages, namely debugging start-up stage, load-lifting stage and stable operation stage, so as to ensure that the operation technical indicators in each stage are within a reasonable range.
Key words Wet fermentation;Operating technical mode;Biogas engineering
基金项目 中国华电科工集团有限公司重点科技项目(CHECKJ22-01-19)。
作者简介 陈冠英(1987—),男,北京人,工程师,从事生物质沼气工艺设计、研发工作。
收稿日期 2022-06-13
随着全国畜牧业的发展,集约化、规模化养殖场的污染已经成为造成农业环境污染的主要因素[1-2],而利用牛粪等畜禽粪便作原料生产生物燃气是解决这一问题的有效方法之一[3-6]。随着碳达峰碳中和时代的到来以及各种政策文件的出台,给生物燃气行业带来新的机遇和发展机会。2020年9月,习近平总书记在联合国一般性辩论大会上郑重宣布:中国将提高国家自主贡献力度,采取更加有力的政策和措施,二氧化碳排放力争于2030年前达到峰值,努力争取2060年前实现碳中和。2019年,国家发展和改革委员会下发《关于促进生物天然气产业化发展的指导意见》(发改能源规〔2019〕1895号),提出要加快生物质天然气产业化发展[7]。2021年初,中央一号文件明确提出将全面推进乡村振兴战略,加快农业农村现代化[8]。
沼气工程在发酵过程中以畜禽粪污为主要原料(湿法发酵浓度一般在10%以下[9]),能有效解决畜禽粪污的污染问题,可生产可再生的清洁能源,创造出更多的效益,促进能源的节约,是一种集节能和环保于一体的综合利用技术[10-11]。目前,我国湿法发酵技术应用较为成熟,但仍存在一定的弊端,在运行效率上存在稳定性不高的现象,导致生物燃气生产效率低、发酵稳定性不高等问题[12]。笔者以河北省承德市丰宁满族自治县某大型沼气示范工程湿法发酵系统为例,对原料选择、工艺设计和具体的运行调试方案进行研究,旨在为大型沼气湿法工程调试和稳定运行提供理论依据和技术支撑。
1 案例分析
1.1 工程设计
1.1.1 项目情况。
项目位于河北省承德市丰宁满族自治县五道营乡,项目周边养殖场的畜禽粪污采用湿法厌氧发酵工艺进行处理,设计日产沼气量6 000 m3。
1.1.2 工艺流程。
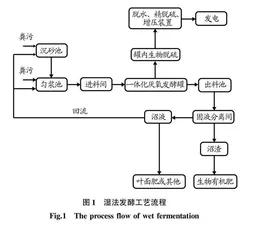
原料通过沉砂池收集,经过除砂后自流至匀浆池,再通过进料螺杆泵送至一体化厌氧发酵罐。物料经过发酵后,通过出料螺杆泵送至缓冲池,随后泵入固液分离机,分离后的沼液部分回流至沉砂池和匀浆池,剩余部分可作叶面肥或灌溉还田等,沼渣可作为原料生产生物有机肥。一体化厌氧发酵罐产生的沼气经罐内生物脱硫后,再进入增压系统,最后进行发电,发电产生的余热可为发酵系统提供热量。湿法发酵工艺流程如图1所示。
工艺设计共涉及牛粪量、回流沼液/工艺稀释水量、设计产气量、有机负荷率(OLR)、反应器总有效容积、水力停留时间(HRT)、反应器数量、容积产气率8项参数。工艺设计参数如表1所示。
1.2 原料分析
1.2.1 原料技术要求。
该项目湿法发酵系统处理的原料主要是奶牛场的牛粪,目前已与4家奶牛场签订原料供应合同,供应总量为175 t/d,满足工艺需求。项目原料湿法工艺参数如下:TS含量≥25%,含砂率≤1%,堆放时间≤3 d。该项目使用养殖场有机废水作为发酵原料接种物。
1.2.2 原料性能分析。
将采集的4个奶牛场牛粪样品混合均匀后,进行样品制备。采用105 ℃干燥重量法检测项目原料的总固体(total solids,TS)含量。采用550 ℃灰化法检测项目原料的挥发性固体(volatile solids,VS)含量。采用电位法以1 mol/L氯化钾溶液为浸提剂,在25 ℃下使用PE28型pH计检测原料pH。物料产甲烷潜力试验按照接种物与物料的VS含量比为2∶1进行,使用全自动甲烷潜力测试系统在40 ℃恒温水浴条件下测定。牛粪TS含量为(28.60±0.33)%,VS含量为(21.59±0.15)%,VS含量/TS含量为(75.48±0.35)%,pH为6.8。
按试验原料的水力停留时间(HRT)为30 d进行试验。牛粪的沼气日产气量和累计产气量变化如图2所示。
2 案例运行技术模式分析
2.1 调试运行方案
调试分为启动调试阶段、负荷提升阶段和稳定运行阶段3个阶段,其中启动调试阶段又分为接种驯化增殖期和物料增温期。调试周期表如表2所示。
2.2 调试运行步骤
2.2.1 启动调试阶段。
2.2.1.1 工作步骤。
(1)牛场粪污通过运输车倒入沉砂池内,使用沼液(最佳方案)或清水冲洗粪污,粪污稀释至TS含量3%,开启沉砂池除砂机,除砂后的粪污在匀浆池内搅拌混匀,通过进料螺杆泵打入1#发酵罐内。发酵罐需打入稀释后的粪污约3 000 m3,预计需要26 d,每天进料115 t,可连续进料。
(2)接种物投加过程中,伴随着厌氧发酵过程,发酵罐搅拌器可以进行低频、间隔运行(粪污没过搅拌器后,才能开启搅拌器),粪污没过发酵罐加热盘管,可使用热源给发酵罐物料加温,加温幅度每天不超过1.5 ℃,预计加温时间20 d左右,每天检测发酵罐物料pH,如果现场实验室具备条件,采用最佳方案测试FOS/TAC比值,即挥发性有机酸和碱度的比值。
(3)菌种富集过程中,每天在发酵罐正负压保护器排放口处观察产气情况,罐内如有产气,可使用便携式气体分析仪测定气体成分,当沼气中甲烷含量在50%以上时正负压保护器就可以加水,水位加至指定刻度线即可,收集沼气储存至一体化储气膜内。
2.2.1.2 监测数据。
在启动调试阶段共监测温度、pH、甲烷含量、粪污TS含量及FOS/TAC 5项指标。监测数据如表3所示。
项目在北方启动调试宜选择在春季或夏季,此时气温偏高,适合进料产气调试,发酵温度确保逐步增加,每天增温1.5 ℃左右,直至达到设计值38 ℃。温度监测数据如图3所示。
物料发酵pH的最佳范围为6.8~7.4[13],第6~8天pH在6.3左右,第9天恢复到正常值(6.8)。究其原因,这是因为发酵初期经历水解-酸化阶段,导致物料的pH下降,然后有机酸被分解进入产甲烷阶段,pH又恢复至正常水平。pH监测数据如图4所示。
物料发酵的第一阶段、第二阶段属于水解-酸化阶段,因此前8 d甲烷含量较低;随后进入甲烷生成阶段,甲烷含量迅速增加,第16天甲烷含量达到最高值(65.08%),20 d内甲烷含量平均值大于58.00%;在26~30 d内,随着原料成分不断被消耗,甲烷含量逐渐降低。甲烷含量监测数据如图5所示。
粪污的TS含量每3 d检测1次,确保接种驯化增殖期TS含量在3%左右。粪污TS含量监测数据如图6所示。
相较于pH监测,FOS/TAC可以预警沼气反应器中是否发生酸化(FOS/TAC过高)或氨化(FOS/TAC过低)现象。FOS/TAC监测数据如图7所示。
2.2.1.3 流程结束。
当所产沼气甲烷含量超过50.00%,试验发酵罐内物料pH为7~8,FOS/TAC在0.4以下时该流程结束,进入下一流程。
2.2.2 负荷提升阶段。
(1)提升计划。
一体化厌氧发酵罐首次进料有机负荷控制在0.8 kg/(m3·d)以下。当试验测得物料的pH为7~8,或FOS/TAC在0.4以下,且至少连续3 d稳定无增长时,可提升一体化厌氧发酵罐进料负荷。每次提升进料负荷不超过现有进料负荷的30%。有机负荷提升计划如表4所示。
(2)监测数据。
负荷提升期间需要添加物料,牛粪、清水支撑发酵罐稳定运行,物料添加量如图8所示。试验期间,对温度、FOS/TAC进行实时监测。温度监测数据如图9所示,FOS/TAC监测数据如图10所示。
(3)流程结束。
经过启动调试阶段和负荷提升阶段2个阶段的调试,物料发酵的各项工艺指标均已经达到设计值:发酵温度为(38±2)℃;1#发酵罐牛粪进料量44 t、清水进料量66 t,发酵浓度10%;pH为6.4~7.5;FOS/TAC为0.2~0.4;甲烷含量平均值在58%左右。启动2#发酵罐可以按照启动1#发酵罐的进料步骤重新操作一遍即可。至此,项目正式进入稳定生产阶段。
2.2.3 稳定运行阶段。
(1)工艺目标。