“双创”背景下基于工程教育认证的“金属腐蚀学”科研实验项目教学设计
作者: 刘刚 王帅星 邬华康
摘 要:为拓展学生的科研视野,培养学生的交流思辨能力、创新创业能力、团队合作能力及专业技能,南昌航空大学“金属腐蚀学”教学小组依托航空企业铝合金高精密化学铣切加工的科研项目成果,初步探讨“金属腐蚀学”实验教学中科研实验项目的构建与实施。在教学中引入了科学实验设计方法——正交试验法,引导学生设计实验方案,利用绘图软件处理及分析实验数据。教学效果表明,学生有兴趣和热情去认知、实践及探究具有工程应用特性的科研实验,课程考核成绩逐年上升,实验教学改革初具成效。
关键词:“金属腐蚀学”课程;工程教育;创新创业;科研实验;教学改革
中图分类号:G642.4 文献标识码:A 文章编号:1002-4107(2024)05-0072-05
一、引言
工程教育专业认证的主要目的之一是提升我国工程技术人才的国际竞争力,其认证标准以《华盛顿协议》
(Washington Accord)提出的毕业生素质要求为基础,经认证的专业培养的毕业生获得的能力是等效的,符合国际实质等效要求[1]。目前,工程教育认证的“金属腐蚀学”实验课程在教学中存在教学内容及实验项目既无工程实际意义,又不利于学生专业执业和工程技术人才培养等弊端。因此,当前“金属腐蚀学”实验教学内容难以满足创新创业与工程教育的需求,改革势在必行[2]。
2015年,我国科学家提出“腐蚀大数据”概念,将多年腐蚀数据积累、腐蚀科研成果及工程应用在《自然》(Nature)杂志上发表,并建立标准化腐蚀大数据库,为金属腐蚀学学科的实验过程提供模拟、仿真及共享等支持[3-4]。南昌航空大学“金属腐蚀学”教学小组依托腐蚀大数据库中的科研成果,结合金属腐蚀学学科研究前沿,将科学实验方法引入“金属腐蚀学”实验教学中,积极构建新的“金属腐蚀学”科研实验项目。在科研实验过程中,教师引导学生自主进行实验设计、实践操作和归纳总结,得出实验结果、结论及感悟,既培养了学生的科研兴趣、开阔了学生的科学视野、拓展了学生的科研思路及方法,又更好地让学生掌握“金属腐蚀学”理论及科学实验方法,提升工程实践及应用能力,使学生综合素养能力得到增强。“金属腐蚀学”开展科研实验教学改革具有重要意义,一是促进学生进一步熟练掌握专业知识和技能,培养学生的创新创业能力;二是引导学生为将来成为工程师和专业执业做好充分准备;三是使学生明确进入职场时应具备的基本能力和素质要求;四是使“金属腐蚀学”课程体系得到不断完善,教学质量可持续改进。
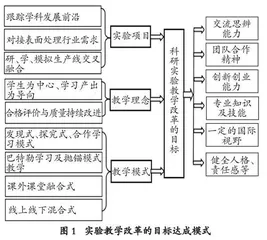
二、“金属腐蚀学”科研实验教学改革的目标达成模式
基于工程教育专业认证的“金属腐蚀学”科研实验教学改革秉持以学生发展为中心,结合OBE(Outcome Based
Education,成果导向教育)理念,持续改进,不断创新,强化工程实践,提升课程教学质量,以达成人才培养目标和毕业要求。“金属腐蚀学”科研实验教学改革的目标达成模式如图1所示。
三、“金属腐蚀学”科研实验项目的构建与实施
(一)构建模式
不少学者在科研成果转化实验项目上的经验值得学习和借鉴。例如,吴音等人在科研成果转化为综合性实验教学上进行了探索[5];周一恒等人探讨了融合科研成果的综合创新实验教学[6];胡娅南等人对科研反哺教学在工科院校本科生培养上的作用进行了探索[7];陈世良等人对教师科研项目融入高分子专业实验教学展开了探索与实践[8];沈利荣等人尝试将科研成果向本科生实验教学转换并进行了具体实践[9]。
教学小组紧跟前沿科技研究成果,对接工程实践和企业需求,依托腐蚀大数据库,结合“金属腐蚀学”课程理论基础知识,在教学上引入科学实验研究方法和思路,从工程实践中凝练“金属腐蚀学”课程实验教学的新实验项目——科学研究型实验项目。首先,新实验项目的构建要找准实验模块的切入点。教师自身要有丰富的科研实践经验,充分了解现有“金属腐蚀学”课程理论体系的知识点,了解腐蚀专业领域及工程实践上的最新进展。其次,要结合实验教学需求,找到实验研究模块的切入点。最后,要提炼出实验设计方案,即将科研成果结合实验室实际条件,分模块组合,形成实验设计方案。以构建铝合金化学铣切加工(化学铣切加工简称“化铣”)工艺研究科研实验项目为例,教师应引导学生做好以下步骤。
1.掌握“金属腐蚀学”课程理论基础,熟悉实验内容。现有实验内容主要集中在金属腐蚀原理、腐蚀类型、腐蚀特点特征、影响因素、腐蚀控制方法及评定方法上。
2.了解腐蚀大数据,找出研究切入点(腐蚀体系)。腐蚀大数据是不同国家、行业和应用领域建立的开放的数据基础设施,储存相关腐蚀数据而形成的全球腐蚀数据系统,主要研究材料在各种环境下的腐蚀机理,发展腐蚀检测手段,预防、延缓及利用腐蚀的方法等。引导学生从腐蚀大数据平台找出要研究的腐蚀体系,如在海洋环境下的材料腐蚀体系有碳钢在海水中的腐蚀,铝合金、钛合金、镁合金等在海洋环境中的腐蚀等[10]。
3.腐蚀大数据结合科研成果凝练实验项目。例如,结合铝合金高精密化学铣切加工科研项目的成果,引导学生在腐蚀大数据中找到铝合金在不同环境下的腐蚀行为有哪些特点、特征、腐蚀机理、预防措施等,根据其腐蚀原理、腐蚀行为等在强碱溶液中进行铝合金化铣加工的科研实践,将铝合金化铣加工处理过程、槽液分析及废水处理等作为实验模块[11-15]。
4.拆分实验模块。根据实验条件和实验时间,把实验模块拆分开,形成每次实验课的内容,如将前面的实验项目拆分成铝合金化铣前处理、铝合金化铣加工、铝合金化铣后处理3个实验模块。整个实验项目涉及除油、除锈、涂保护胶、刻型、剥胶、化铣加工、出光等主要工艺流程,以及铝合金耐蚀性和在碱性溶液中的腐蚀行为、微观腐蚀电池的电极过程、极化作用、金属腐蚀速度影响因素、缓蚀剂的作用原理、析氢腐蚀等理论知识点[16]。
5.实验方案设计及优化。在实验条件满足的情况下,研究型实验方案在细节设计上可尽量引入变量因素。在引导学生设计实验方案时,要求设计内容应尽量详细,包含实验目的、原理、方法、技术路线或设计思路等,并能在实践中不断优化实验方案。
“金属腐蚀学”实验体系中科研实验项目的构建模式如图2所示。
(二)引入科学实验方法,初步探索实施模式
由于科研实验过程中对实验结果的影响因素较多,所以在实验设计时可能会用到析因设计。析因设计虽能准确地估计各因素不同水平的效应大小及各因素间交互作用,并找出最佳组合,但所需实验次数多,且学生对实验设计知识比较缺乏,尤其当影响因素和水平较多时,学生短时间内难以完成。因此,学生要学会一种科学有效的实验方法——正交试验法,掌握正交试验原理及应用,以解决上述问题。正交试验法是研究多因素、多水平的一种科学实验设计方法,通过正交表安排多因素实验,利用统计数学原理进行数据分析,从析因设计水平组合中选择一部分具有代表性水平组合进行实验,最终找出最佳组合[17]。以铝合金化铣加工液中主要成分优化为例,过程如下。
1.确定实验目的,选择质量特性指标,选定影响因素,确定水平
引导学生通过实验找出化铣液成分中主要影响因素,确定最佳工艺配方。铝合金化铣时,化铣液主要成分中的氢氧化钠(A)、硫化钠(B)、三乙醇胺(C)及铝离子(D)均会影响化铣速度(X)和表面粗糙度(Y)。学生可根据理论知识确定各因素的水平。
氢氧化钠(NaOH):A1=150(g·L-1);A2=180(g·L-1);A3=210 (g·L-1)
硫化钠(Na2S):B1=15(g·L-1);B2=30(g·L-1);B3=45 (g·L-1)
三乙醇胺(C6H15NO3):C1=30 (g·L-1);C2=40(g·L-1);C3=50(g·L-1)
铝离子(Al3+):D1=10 (g·L-1);D2=40 (g·L-1);D3=70(g·L-1)
以上是四因素三水平的两指标(化铣速度X、表面粗糙度Y)问题,若做析因设计,学生须做34=81次实验,而用正交试验法做实验则只需9次即可,相较前者学生工作量减少了8/9。
因此,学生将4种主要成分作为正交试验的4 个因素,采用四因素三水平L9(34)进行正交试验,其具体参数见表 1。
2.选用正交表,配列因素水平,制定实验方案
正交试验法极大地缩短了实验周期,减少了误差干扰,提高了实验精度。当衡量指标多时,若采用简单对比法,很难找到最佳工艺条件;而设计实验时若采用正交表则可兼顾各项指标,容易找到最佳工艺条件。表2为学生设计的一组正交试验表及试验结果,化铣加工温度为 95℃,考核指标为表面粗糙度和化铣速度。
3.实验数据分析方法
引导学生了解科学处理好实验数据的方法有列表法、图示法、图解法、逐差法、最小二乘法等。以列表法和图解法为例。
①列表法。表2为学生采用列表法对实验数据的处理及分析过程。
学生通过查阅文献得知,极差R表示该因素对试验结果影响大小,R值越大,其影响越大。K值为该因素在同一水平下的试验结果算术平均值,主要用于分析最优方案。学生试验结果表明,通过极差R和K值的数据大小比较可知,氢氧化钠对化铣速度和化铣表面粗糙度的影响均最大,三乙醇胺影响均最小,硫化钠和铝离子影响在两者之间。影响化铣速度的因素主次顺序为:氢氧化钠>铝离子>硫化钠>三乙醇胺,影响表面粗糙度的因素主次顺序为:氢氧化钠>硫化钠>铝离子>三乙醇胺。通过表2(b)、表2(c)中的K值比较可知,当化铣速度取较大值时水平顺序为3、2、2、1,当表面粗糙度取较小值时水平顺序为3、1、3、1。经学生小组与指导教师交流讨论,均衡考虑化铣时化铣液主体成分会不断消耗,成分含量尽量取上限,得出水平因素的优化方案为3、2、3、1。因此,学生试验结果经分析讨论后得到铝合金化铣最佳工艺配方为:氢氧化钠 210(g·L-1)、硫化钠30(g·L-1)、三乙醇胺50(g·L-1)、铝离子 10 (g·L-1)。
②图解法。由表2分析得到铝合金化铣最佳工艺配方,而其中氢氧化钠对化铣速度及表面粗糙度的影响最大,影响规律可通过单因素实验来研究。图3为学生采用图解法获得的图像处理单因素实验数据,即7075铝合金在90 ℃时,化铣时间为45 min,学生得到的实验结果。
由图3(b)可知,表面粗糙度随氢氧化钠浓度增加呈一直上升趋势,达到最大值后又呈下降趋势。表面粗糙度由100 (g·L-1)时的0.83 μm增加至220 (g·L-1)时的1.02 μm,随后下降至240 (g·L-1)时的0.99 μm。表明氢氧化钠对表面粗糙度也有较大影响。
(三)实施效果
新构建的科研实验项目实施效果较好,学生有兴趣学、主动参与,教师有工程应用实例和科研成果可讲,师生互动效果良好。该实验项目让学生印象深刻,学生的一 学生采用Origin软件作图并分析,一般为分段描述曲线规律,比较几个关键点,得出结论,最后进行分析讨论。具体过程如下。
由图3(a)可知,化铣液中随着氢氧化钠浓度的增加,化铣速度呈先增加后缓慢下降趋势。化铣速度由100 (g·L-1)时的22.87 μm/min增加至180 (g·L-1)时的45.02 μm/min,随后缓慢下降至240 (g·L-1)时的43.89 μm/min。表明氢氧化钠对化铣速度影响较大,主要由于氢氧化钠与铝发生化学反应生成偏铝酸钠,随着氢氧化钠浓度增加化铣速度增加明显,当浓度增加至一定程度时,化铣速度达到最大值,随后氢氧化钠浓度继续增加,化铣速度反而缓慢下降,最后趋于平稳。